


金属封装的种类及工艺方法
北京科信机电技术研究所有限公司
摘要:金属封装应用于各类集成电路、微波器件、光通器件等产品,应用领域较为广泛。本文列举了金属封装领域的多种封装类型,并简单介绍了每种封装的特点;以及金属封装的焊接原理及焊接工艺。
因金属具有较好的机械强度、良好的导热性及电磁屏蔽功能且便于机械加工等优点,使得金属封装在最严酷的使用条件下具有杰出的可靠性,从而被广泛的应用于军事和民用领域。通常,根据封装材料的划分,金属封装分为纯铜、合金、金属陶瓷一体化封装;而根据封装的元器件不同,金属封装至少包括TO封装、BOX封装、蝶形封装、SMD封装、大模块金属封装、无源晶振封装等,这些都是常见的元器件封装。
1 TO 封装
TO 封装是典型的金属封装。TO 封装具有高速、高导热的优良性能。对于光通信中的高速器件,使用金属 TO 外壳封装可实现 25Gbit/s 以上传输速率;对于需要散热效率高的电子器件或模块,使用高导热 TO 外壳封装能够达到更好的散热效果,该类外壳以无氧铜代替传统可伐合金,导热速率是传统外壳的 10 倍以上。常见的TO规
格有TO-18、TO-46、TO-56、TO-8、TO-9、TO-10等,如图1所示为多种规格型号的TO元器件。

图1 TO类外壳示例
上述各类TO元器件的封装,可采用储能式封焊机进行封装,例如北京科信机电技术研究所(以下简称北京科信)生产的FHJ-3自动储能式封焊机。储能式封焊机,其工作原理主要是采用一定的充电电路对电容进行充电,由电容先将能量储存起来,当储存的能量达到可以使被焊接器件接触面焊点熔化的能量值时,控制系统控制电容瞬时放电,向焊接区提供集中能量,从而得到表面质量好、变形小的焊件。
2 BOX封装
BOX封装是一种大功率半导体器件的封装形式,通常由一个硅基底上的多个直插式器件组成,并通过压轴或贴片方式固定在导热介质上。如图2所示的大尺寸BOX封装示例。

图2 BOX封装示例
对于BOX封装元器件,可采用北京科信生产的FHJ-2储能式封焊机进行封装,该机属于单工位电容储能式电阻封焊机,焊接电流波形具有很宽的调节范围,能够满足不同材料和不同尺寸工件的焊接需求。
3 蝶形封装
蝶形封装在外观上壳体通常为长方体,其上含有双列直插引脚,结构及实现功能通常比较复杂,可以内置制冷器、热沉、陶瓷基块、芯片、热敏电阻、背光监控,并且可以支持所有以上部件的键合引线,壳体面积大,散热好,可以用于各种速率及80km长距离传输。如图3所示的多种尺寸的蝶形封装示例。

图3蝶形封装示例
对于蝶形封装元器件,可采用GHJ-4单头平行焊机或者GHJ-5大模块平行滚焊机进行封装,具体使用哪种型号焊机进行封装需要根据蝶形封装尺寸进行选择。
4 SMD封装
SMD封装是表面贴装技术(SMT)中最常用的封装形式,它是将元件直接粘贴在印制电路板的表面。SMD封装尺寸小、重量轻、性能优异、可自动化生产等特点,适用于通信、计算机、汽车电子等高密度集成电路。如图4所示为几种尺寸的SMD封装示例。

图4 SMD封装示例
一些尺寸较小的SMD元器件,为防止其在封装过程中底座和盖板产生相对位移,可采用先预焊再滚焊的方式进行封装。如使用图5所示北京科信的YHJ-1预焊机,利用视觉系统高精度定位功能进行定位及点焊实现器件盖板与底座的固定,防止封装过程中底座和盖板产生相对位移;最后再使用图6所示的GHJ-1平行焊机完成最后的封装。
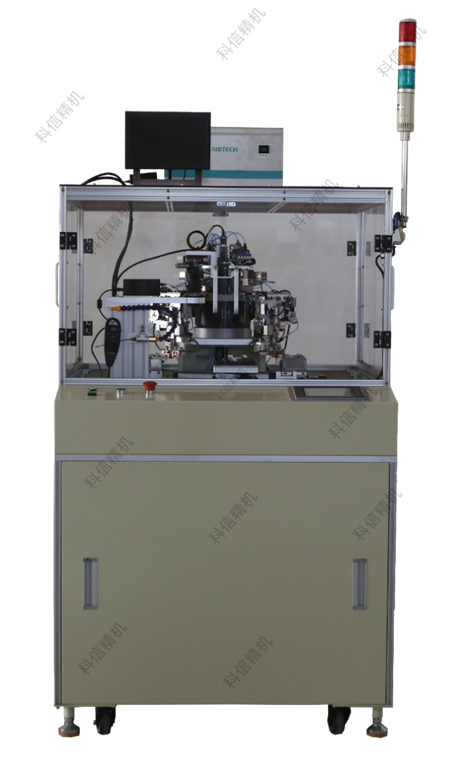
图5 YHJ-1预焊机

图6 双头平行滚焊机
5 大模块金属封装
大模块金属封装通常用于高功率、高电压、大电流等特殊场合,具有散热性能好、结构稳定、安全可靠等特点。大模块金属封装的逐步普及和应用,为工业自动化和能源节约提供了可靠的技术支持。如图7所示为两种大模块金属封装模块。

图7 大模块金属封装
大模块金属封装的焊接设备,可采用GHJ-5大模块平行滚焊机,该机手套箱配真空烘烤富室,加热板设定温度可到180摄氏度,采用双加热板内加热的方式;烘烤真空度保持在20-50Pa范围;适用于边长5~300mm扁平式金属壳座的封装及光电器件的蝶形封装,可以存储不同元器件的相关参数,实现一键切换。
6 无源晶振封装
常见的无源晶振封装有HC-49U(简称49U)、HC-49S(简称49S)、UM系列等,如图8所示。49U、49S、UM系列是现在石英晶振使用较广泛的几个产品,因其成本较低、精度、稳定度等符合民用电子设备,所以受到工厂的青睐。

图8 49U、49S、UM系列
以HC-49S为例进行介绍,49S又称为HC-49US封装。HC-49S属于直插式石英晶振封装,直插2脚,高壳体积为10.5×4.5×3.5MM,矮壳体积10.5×5.0×2.5MM,属国际通用标准,普通参数标准负载电容为20PF(12PF 16PF 30PF等) 精度为±20PPM ±50ppm等,电阻120Ω,参数标准方面跟HC-49U、HC-49SMD无差别。49S相对49U体积较小,不会因体积大造成电路板空间的浪费,进而不会增加电路板的造价成本,已逐步替代49U。
对于无源晶振的封装,一般使用FHJ-1A或FHJ-1B进行封装,对于航空航天等使用条件要求非常高的情况,可以采用FHJ-1D高真空自动储能式封焊机进行封焊,使器件内部达到更高真空度。
上述介绍的各种元器件的封装所采用的各种焊接设备,均采用电阻焊技术进行焊接。电阻焊一般是对被焊接工件施加一定的压力,将工件作为负载电阻,通过上下电极对工件供电,利用电流通过工件所产生的焦耳热将两工件之间的接触表面熔化而实现两工件接触面焊接的方法。
上述元器件的封装工艺基本包括以下步骤:
1 准备阶段:将需要焊接的元器件和对应的焊接设备准备好,并将元器件摆放在载盘上;
2 元器件放置:可利用吸嘴部件自动的方式,分别将焊接的两工件放置于焊接设备的上电极和下电极;
3 焊接:使所需焊接的两工件表面相接触,当能量能使小面积焊点熔化时,焊接设备进行电容瞬时放电,即通过上下电极对两工件进行放电,使得熔化的液体金属填充满焊接面;
4 冷却:待焊接过程结束后,元器件冷却至室温,在焊接区域形成优良的焊点,从而实现元器件的封装目的。
需要注意的是,电压、电容、气压等参数根据具体需求进行调整;在进行元器件的管帽与管座之间的封焊、或盖板和底座之间的封焊过程中,要注意控制好焊接温度和时间、保持环境卫生以及操作规范,有助于提高产品的质量和稳定性。
电阻焊技术的焊接过程不需要添加焊剂、焊丝,不产生废气,相较传统焊接方式更为环保;且焊接过程不产生焊渣,焊接表面洁净美观。
综上,金属封装形式多种多样,加工灵活,封装元器件的选择与工艺方法根据需要而定,既要满足功能需求,也要考虑成本和工艺的先进性。随着科技的不断进步,金属封装的种类和工艺方法也将不断更新和拓展。
